公司新聞
水泵高效鉆孔,達人牌多軸鉆床有多孔同步加工技術方案
自21世紀以來,我國水泵行業發展環境良好,使得水泵行業現狀發展迅速。據相關統計顯示,國內泵業以每年11%~12%的速度增長,高于世界泵業的增長率,這主要得益于國內市場的逐漸成熟和需求的不斷擴充。
但是目前水泵打孔設備大多用的都還是搖臂鉆,通過鉆模板單孔一個個加工,鉆孔效率過于緩慢。許多生產廠家因為市場的需求,現有的單孔加工效率已經無法滿足他們的要求,因此為提高企業在市場的占有份額,迫切需要一臺適用于水泵多軸鉆床設備來提升打孔效率。
一、加工工件
水泵規格略大,需要鉆12個孔徑為φ28mm的孔,孔深30mm的多軸鉆床,紅色箭頭所指為加工面。

水泵規格略大,需要鉆12個孔徑為φ28mm的孔,孔深30mm的多軸鉆床,紅色箭頭所指為加工面。
二、設備功能和構造
設備加工目標是讓孔徑φ24~φ32mm,孔數最多為12個的水泵12個孔同步加工,鉆孔一次成型,大幅提升效率,也可以通過此機器設計針對小型水泵的小型號機型。
浙江漢達有限公司的機床由機頭、床身、萬向節鉆桿組件、升降油缸、液壓系統、電氣系統等部分組成。機身機頭皆為鑄件鑄造,機座采用鋼板焊接,一體式加工,使床身、底座達到足夠的剛性和強度,防止使用中發生變形,使用壽命更長,抗震能力更強,足夠承載大型工件。
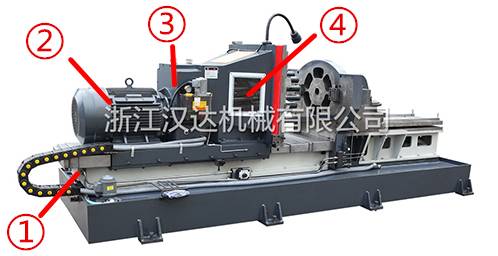
圖①處為液壓缸,機器通過外部鏈接的液壓站控制液壓缸進給,進給矩形軌道高頻淬火,剛性和硬度好,保證機器運行平穩。機器裝有調速閥,可根據情況調節進給速度。
圖②處為大功率三相電機,圖③處為齒輪箱,圖④為萬向節
三相電機通過齒輪箱內的高精度齒輪帶動與外向節所連接的鉆軸旋轉,可以根據需求將三相電機和液壓缸更換成伺服電機。

鉆軸按照12等分分度圓排列,軸臂可調節,可松開螺絲后通過凹槽部分按分度圓大小在一定范圍內任意調節,可適用更多規格的工件鉆孔,通用性好。
機身進給軌道上裝有風琴罩,起到防塵防屑防銹,保護絲桿的作用。

因成本預算,工件載具進給手輪帶動齒輪模式進給,再由另一個手輪控制載具的升降,因為工件有一定的偏差,這樣一樣能移動到與鉆模板配對的合適位置。

液壓系統控制右上角和左下角的兩個液壓缸夾緊工件,鉆模板可以使工件鉆孔精度更高,同時也省去了工件劃線對孔或者引孔之類的繁瑣步驟。
鉆模板前后兩側各裝有出屑槽,便于鉆孔排屑,節省下了清潔機床的時間。

鉆模板前后兩側各裝有出屑槽,便于鉆孔排屑,節省下了清潔機床的時間。
機床裝有自動潤滑系統,它不僅具有潤滑作用,而且還具有冷卻作用,以減小機床熱變形對加工精度的影響,對于保證機床加工精度、延長機床使用壽命等都具有十分重要的意義。
可根據需求是否配置冷卻循環系統,可減少鉆頭磨損,冷卻液會通過過濾網回到水箱,避免鐵屑進入。

功能按鈕簡介明了,傻瓜式操作,程序廠家已經設定好,將工件放入,點擊夾緊按鈕工件自動夾緊,然后點擊工作,等待工件鉆孔完畢即可,數控界面可設定鉆孔深度等更多數值。
電氣元件集中在電氣板中,電氣柜密封性能可靠,電機通過變頻器有過載保護,電器符合規定標準。
三、多軸鉆床與常規搖臂鉆加工效率對比
據了解,一般泵業生產廠使用搖臂鉆鉆好一個面12孔所花費的時間最快也要6分鐘左右,而且中間時間都在操作搖臂鉆和為工件裝上鉆模板,而浙江漢達的多軸鉆床只要將工件放入后按下工作按鈕,鉆床自動工作12個孔位一起加工,一次工件成型,所用的時間也就是2分鐘左右,整整3倍速度的差距,而且中間空閑的時間完全可以安排別的事情,或者是操作多臺機器。

而且多孔鉆床操作方便,省力,容易掌握,不容易發生操作錯誤而產生故障,不僅能減少工人的勞動強度而且能保證工人和鉆床的安全,更在滿足加工精度和質量的同時,大幅度提高了鉆孔的效率。
因為對我們的認可,這家企業幾年來每過一段時間都會訂購幾臺閥門鉆孔設備,我們公司在這一塊也是越做越好,相信我們的機器能給更多的企業帶去幫助。
客戶評論
發表評論